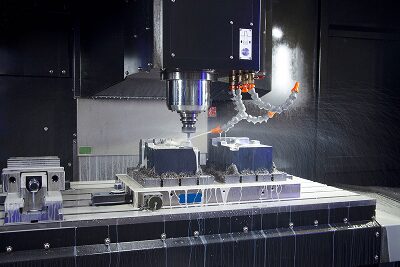
Picture a machining cell at two o’clock in the morning. The lights are off, the shop floor is empty, and yet a 5-axis machine is steadily producing aerospace brackets to tolerances measured in microns. A robot loads the next pallet. A probe checks the setup. The spindle engages, and another part takes shape.
This is not science fiction. It is the reality of modern precision engineering, and it represents one of the most significant shifts the industry has seen in decades.
For many buyers, precision engineering still conjures images of craftsmen hunched over manual mills. That image is not wrong, but it is incomplete. Today’s most capable workshops combine deep engineering heritage with intelligent automation, and the results are measurable: tighter tolerances, faster turnaround, and consistency that simply cannot be achieved by hand.
This article looks at what automation actually means in modern precision CNC machining, where it delivers real gains, and what engineering buyers should look for when selecting a manufacturing partner for safety-critical and time-critical work.
What Automation Actually Means in Modern Precision Engineering
Automation is a broad term, and in precision engineering it covers far more than computer numerical control alone. CNC is the baseline. Every modern machining centre runs on programmed instructions. What has changed is everything around the cutting process.
Automation today spans a spectrum. At one end, you have automated tool changers and probing cycles running on an otherwise conventional machine. At the other, you have fully integrated cells where robots load and unload parts, pallet pools keep the spindle fed for hours, and manufacturing execution systems track every operation in real time.
The important point for buyers is this: automation in precision engineering is no longer reserved for mass production. Low and medium volume specialists now deploy it routinely.
The Building Blocks of an Automated CNC Environment
A well-equipped precision CNC facility typically combines several elements:
- Multi-axis machining centres, particularly 5-axis platforms, which allow complex parts to be completed in fewer setups
- Robotic loaders or pallet pool systems that extend unattended running
- In-process probing for automatic setup verification and dimensional checking
- Tool management systems that monitor wear and detect breakage
- Data integration that links machines to quality systems and scheduling software
Each of these contributes to the two benefits that matter most: efficiency and consistency.
Where Automation Delivers Measurable Gains
The most visible gain from CNC automation is spindle utilisation. A manually loaded machine typically runs productively for 30 to 40 percent of the working day. Add a pallet pool and lights-out capability, and that figure can climb above 80 percent. The same capital equipment delivers roughly twice the output.
That matters for any buyer, but especially for those with urgent requirements. Unattended overnight and weekend running creates genuine capacity for fast turnaround work without displacing scheduled production.
Setup time is the other big efficiency win. Pallet systems allow one job to be set up while another is cutting. Standardised fixturing reduces changeover to minutes rather than hours. The result is a more responsive operation, capable of handling a varied mix of work without losing productive hours to preparation.
Efficiency in Low and Medium Volume Production
There is a persistent misconception that automation only pays off at high volumes. In reality, automation in precision engineering has become particularly valuable for low and medium volume work.
Consider a typical scenario. An aerospace supplier needs fifteen different bracket designs, each in batches of twenty. Set up manually, this is a week of fragmented production with frequent tool and fixture changes. Run through a pallet pool on a 5-axis centre with pre-set fixtures and automated probing, the same work can complete overnight with a single operator loading pallets in the morning.
This is precisely the pattern that benefits complex CNC machining for aerospace, defence and scientific customers, where batch sizes are small but tolerances are uncompromising.
Why Automated Production Improves Quality
If efficiency is the business case, consistency is the engineering case. For safety-critical components, it is the more important of the two.
Human beings are remarkable, but we are not metronomes. Over a long batch, small variations creep in: a fixture clamped slightly differently, a tool changed a few minutes late, a measurement taken under different lighting. Automation removes these sources of drift.
In-process probing catches errors before they propagate. If a setup is out by twenty microns, the machine knows immediately and either corrects or alerts. Adaptive control adjusts feeds and speeds as tools wear, maintaining cut quality across the life of an insert. Automated tool measurement ensures every replacement tool is dimensioned correctly before it touches the part.
The results show up in the numbers. Many shops report scrap rate reductions of 20 to 40 percent after introducing in-process probing, particularly on complex parts where a single missed dimension can write off hours of machining time.
Consistency Matters Most for Safety-Critical Components
Some applications tolerate variability. Precision engineering for safety-critical work does not. Consider where consistency makes the difference:
- Aerospace components such as structural parts and engine mounts, where fatigue life depends on surface finish and dimensional accuracy
- Defence applications including precision housings, optical mounts, and weapon system elements, where traceability is non-negotiable
- UHV machined parts for scientific facilities, where even microscopic contamination or surface defects can compromise vacuum performance
- Medical and instrumentation work, where consistency across batches affects patient safety or measurement reliability
Automated data capture also strengthens quality assurance. Every probing result, every tool change, every cycle time can be logged and traced. For AS9100 and ISO 9001 environments, this is invaluable.
Does Automation Replace Skilled Engineers?
One concern comes up repeatedly when automation is discussed: does it displace skilled engineers? The honest answer is that it changes what they do, not whether they are needed.
A fully automated cell still depends on human expertise at every stage. Someone has to program the toolpaths. Someone has to design the fixtures. Someone has to interpret the first-article inspection, approve the process, and decide what to do when something unexpected happens.
What automation removes is the repetitive, lower-skilled work: loading parts, changing tools between cycles, standing watch over a machine for hours. What it frees up is the time of experienced engineers to focus on higher-value activities.
This matters particularly in the UK, where the skills shortage in precision engineering is well documented. Make UK and other industry bodies regularly report that engineering employers struggle to recruit qualified machinists. In this context, automation is not a threat to skilled work. It is a response to the scarcity of it.
Why Human Expertise Still Drives Precision Engineering
The most technical work in a precision CNC facility remains firmly human:
- Process planning and CAM programming for complex geometries
- Mechanical design and engineering consultation with customers
- Reverse engineering of legacy or obsolete parts
- Quality engineering, first-article inspection and non-conformance investigation
- Continuous improvement and capability development
Automation amplifies these skills. It does not substitute for them.
Practical Considerations for Engineering Buyers
If you are specifying or procuring precision CNC work, automation should influence how you evaluate suppliers. Not every shop calling itself automated has the full picture, and the difference shows up in results.
A few questions worth asking:
- What is the lights-out capacity, and what proportion of production runs unattended?
- How is in-process metrology integrated, and what dimensional data is captured automatically?
- What traceability systems are in place for safety-critical work?
- How does the supplier handle urgent or time-critical requirements?
- What experience does the team have with the specific materials and tolerances your application demands?
The answers separate suppliers who have genuinely invested in automation in precision engineering from those who use the term loosely.
Matching Supplier Capability to Project Requirements
 Different projects need different capabilities. For urgent work, look for suppliers with a premium CNC service and unattended capacity to absorb peaks. For safety-critical components, prioritise quality systems and materials experience. For complex geometries, seek out genuine large CNC milling capability supported by advanced CAM.
Different projects need different capabilities. For urgent work, look for suppliers with a premium CNC service and unattended capacity to absorb peaks. For safety-critical components, prioritise quality systems and materials experience. For complex geometries, seek out genuine large CNC milling capability supported by advanced CAM.
The strongest partners combine all three, and they back this with the engineering depth to advise on design for manufacture, tolerance strategy, and material selection. This is also why experienced suppliers often serve the automation and robotics sector itself, producing the precision components that other automated systems rely on.
The Modern Standard for High-Tolerance CNC Work
Automation in precision engineering has moved from aspiration to standard practice, and the implications are significant for anyone specifying high-tolerance CNC work.
The core points to remember:
- Automation delivers measurable efficiency gains, with spindle utilisation potentially doubling compared to manually loaded operations
- Consistency improvements are most valuable for safety-critical and time-critical components, where removing human variability directly supports quality outcomes
- Low and medium volume work benefits just as much as high volume production, particularly when pallet systems and modular fixturing are deployed intelligently
- Skilled engineers remain central to precision CNC machining; automation changes the nature of their work rather than removing it
- The best suppliers combine genuine automation capability with heritage engineering judgement, materials expertise, and robust quality systems
For aerospace, defence, scientific and industrial customers, the question is no longer whether to work with automated precision engineering partners. It is how to identify those who have implemented automation thoughtfully, with the technical depth to deliver on demanding specifications.
Thompson Precision combines advanced CNC automation with decades of engineering heritage, serving safety-critical and time-critical applications across the UK and worldwide. For a technical discussion about your requirements, contact our team on 01277 365500 or get in touch through our enquiry form.
Frequently Asked Questions
Is automation only suitable for high volume production runs?
No. Modern pallet systems, modular fixturing and robotic cells make automation viable for low and medium volume work, including prototypes and small aerospace or scientific batches. In many cases, automation benefits short runs more than long ones because it reduces the setup overhead that traditionally made small batches uneconomical.
Does automated CNC machining deliver better tolerances than manual operation?
Automation typically improves consistency across a batch by removing human variability. For safety-critical components, this translates into tighter tolerance holding and fewer dimensional outliers, particularly when combined with in-process probing and adaptive control.
How does automation affect lead times for urgent work?
Lights-out and unattended running significantly increase available machining hours. This allows precision specialists to accommodate urgent and time-critical work without compromising scheduled production, which is why automated facilities can often offer genuinely fast turnaround for critical components.
Can automated processes handle exotic materials like titanium and Inconel?
Yes. Automation is widely used for aerospace-grade titanium, Inconel, specialist aluminium alloys and UHV-grade stainless steels. Tool monitoring and adaptive control are particularly valuable on these materials, where tool wear is significant and cutting conditions require careful management.
Does automation reduce the role of skilled engineers?
No. It shifts the focus from manual operation to programming, process planning, quality engineering and complex problem-solving. Skilled engineers remain central to every stage of precision manufacturing, and automation typically allows them to spend more time on high-value technical work rather than less.